
Tig Welding: What Is It?
TIG welding is one of the most respected methods in the world of metalwork. Its clean lines, precise control, and versatility make it a favorite for professionals and hobbyists. But what exactly is TIG welding? How does it work, and why do so many industries trust it?
Whether you’re just starting or looking to sharpen your knowledge, this guide will give you a deep understanding of TIG welding, from its basic principles to advanced techniques. Along the way, you’ll discover practical tips, common challenges, and expert insights to help you master this powerful welding process.
Understanding Tig Welding
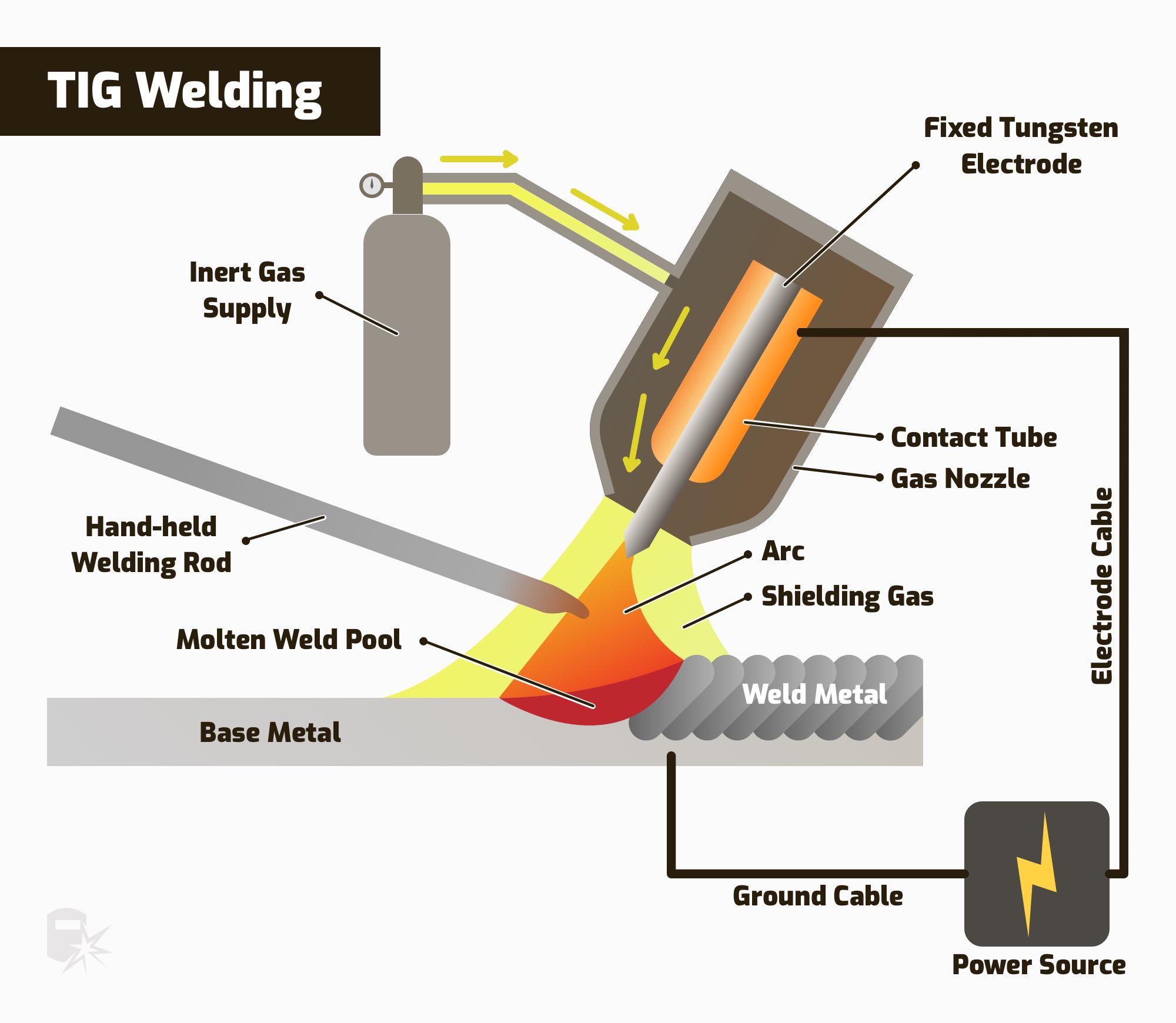
TIG welding stands for Tungsten Inert Gas welding. It’s also called Gas Tungsten Arc Welding (GTAW). The process uses a non-consumable tungsten electrode to make an arc that melts metals together. An inert gas, usually argon, shields the arc and the weld area from air. This prevents contamination and creates a clean, strong weld.
TIG welding is different from other methods because it doesn’t use a wire that melts into the weld (like MIG welding does). Instead, the welder may use a separate filler rod, or just melt the base metals together. This gives more control over the weld and produces high-quality results.
TIG welding is often used for thin materials, precise joints, and metals like aluminum, stainless steel, titanium, copper, and more.
A TIG welder’s skill is crucial. The process is slower and needs two hands—one for the torch and one for the filler rod. But the results are worth it: smooth, neat welds with almost no spatter or smoke.
TIG’s precision comes from its unique design. The tungsten electrode does not melt, so you can focus on controlling the weld pool and adding just the right amount of filler metal. This is especially helpful for thin sheets or small, complex joints.
Unlike some other welding processes, TIG can be used for both small repairs and building large structures, as long as the welder has the right technique.
TIG welding also allows for detailed, artistic work. Many metal artists and sculptors prefer TIG because it gives them the ability to make tiny adjustments and create beautiful, clean lines. For anyone interested in restoring classic cars, building custom bikes, or repairing delicate parts, TIG is the go-to method.
Another benefit is the minimal smoke and fumes. Since TIG welding does not use a flux or a consumable electrode, there’s less mess to clean up. You can work indoors without worrying too much about air quality, though some ventilation is still needed for safety.
The History And Development Of Tig Welding
TIG welding began in the 1940s. Before this, welding reactive metals like aluminum and magnesium was difficult because they would react with air and form weak welds. Engineers needed a way to protect the weld from air and keep it pure.
Russell Meredith at Northrop Aircraft developed the GTAW process in 1941. The key was using a tungsten electrode and argon gas. This allowed aircraft manufacturers to join lightweight metals for planes during World War II. The process soon spread to other industries, including food equipment, automotive, and even art.
At first, TIG welding was expensive and used only for specialized jobs. The equipment was large, and pure argon gas was hard to get. But as demand for lighter, stronger aircraft grew, TIG welding became essential. Its ability to join thin aluminum and magnesium parts without weakening them made it a breakthrough for both safety and performance.
After the war, industries saw the benefits for themselves. Food processing companies used TIG to build stainless steel tanks and equipment, which could be cleaned easily and wouldn’t rust. Car makers adopted TIG for exhaust systems and body panels. Even artists began to experiment, using TIG to create sculptures with perfect, seamless joints.
As technology improved, TIG welding equipment became more reliable and portable. Today, TIG welders use advanced power sources, digital controls, and better shielding gases. The core idea remains: a stable arc, a tungsten electrode, and an inert gas.
In the 1970s and 1980s, the introduction of inverter technology made TIG welders much lighter and more energy-efficient. This opened the door for smaller shops and hobbyists to use TIG without the need for huge industrial power supplies. Digital displays and programmable settings came next, making it easier to repeat complex welds or switch quickly between different jobs.
The history of TIG welding is also a story of improved safety and quality. Early welders had to deal with heavy, unreliable machines and limited training. Today, modern TIG welders come with built-in safety features, better manuals, and resources for learning.
How Tig Welding Works
TIG welding creates an electric arc between the tungsten electrode and the metal. The welder holds a torch that contains the electrode. When the arc forms, it melts the surface of the metal. The welder can add a filler rod if needed.
Shielding gas flows out of the torch, protecting the hot metal from oxygen and nitrogen in the air.
The arc itself is very small and focused. This helps control the size and depth of the weld pool. With TIG, you can join very thin sheets without burning holes, or weld thick parts by making multiple passes. The ability to “dial in” the heat is one reason TIG is used for critical jobs.
Main Steps In Tig Welding
- Preparation: Clean the metal. Remove oil, paint, and rust. Even tiny dirt can cause defects.
- Use a dedicated stainless steel brush for aluminum.
- For stainless steel, wipe with acetone or alcohol to remove grease.
- If you skip this step, you may see bubbles, cracks, or weak welds.
- Setup: Choose the right tungsten electrode, shielding gas, and filler rod. Set the machine for the metal type and thickness.
- For thin aluminum, use pure tungsten and AC current.
- For steel, use thoriated or ceriated tungsten and DC current.
- Adjust the amperage: Lower for thin metal, higher for thick.
- Select the right size filler rod—too thick and it won’t melt easily, too thin and it may disappear.
- Striking the Arc: Hold the torch at a small angle. Bring the electrode close to the metal and start the arc with a foot pedal or switch.
- Some machines use a “lift arc” (touch and lift) or “high-frequency start” (no contact).
- Keep the electrode 1–2 mm from the surface, but do not touch.
- Practice helps you find the right distance.
- Welding: Move the torch steadily along the joint. Add filler rod as needed, keeping it in the gas shield.
- For best results, add the filler rod at the front edge of the weld pool.
- Dip and pull back quickly to avoid melting the rod into a blob.
- Keep your hand steady. Some welders rest their pinky finger or use a “walking” motion for stability.
- Watch the weld pool—it should look shiny and smooth, not boiling or dull.
- Finishing: Let the weld cool slowly under the gas. This prevents cracks and keeps the weld clean.
- Do not remove the torch too soon. Most machines allow you to set a “post-flow” time for the gas.
- For best appearance, let the weld cool naturally rather than blowing air on it.
The Role Of Shielding Gas
The shielding gas is critical in TIG welding. Argon is the most common, but sometimes argon mixes with helium for deeper penetration or better flow. The gas keeps the weld free from air, which can make the weld brittle or porous.
- Pure argon is used for most metals. It creates a stable arc and clean welds.
- Argon-helium mixtures are used for thicker aluminum or copper, as helium makes the arc hotter.
- For special jobs, such as magnesium or titanium, high-purity argon is essential. Even small impurities can cause cracks.
- Too little gas, or leaks in the hose, can cause “porosity”—tiny holes in the weld.
- Too much gas can create turbulence and pull in air, also ruining the weld.
It’s important to use the right gas flow rate. For most TIG work, 10-20 cubic feet per hour (CFH) is enough. Too high a flow can blow the gas away, while too low leaves the weld unprotected.
The Importance Of Tungsten
Tungsten is used for the electrode because it has a very high melting point (over 3,400°C or 6,152°F). This means it won’t melt into the weld. There are different types of tungsten electrodes—pure tungsten, thoriated, ceriated, and lanthanated. The choice depends on the metal and welding current.
- Pure Tungsten (Green Tip): Used mostly for aluminum with AC current.
- Thoriated (Red Tip): Good for steel and stainless steel with DC current. Thoriated tungsten is slightly radioactive, so handle with care and avoid breathing dust.
- Ceriated (Gray Tip) and Lanthanated (Blue or Gold Tip): These are good all-rounders and work for both AC and DC.
- Zirconiated (White Tip): Sometimes used for AC welding of aluminum, as it resists contamination.
The tip shape matters. A pointed tip gives a narrow, focused arc for steel. A rounded tip is better for aluminum with AC, as it resists “balling up” and helps clean the oxide layer.
One common mistake is reusing tungsten that’s been contaminated by touching the weld pool. Always regrind or replace the electrode if this happens. Grind lengthwise (not around the tip) to keep the arc stable.
Key Components Of A Tig Welding Setup
A TIG welding station has several parts. Understanding these helps you set up and troubleshoot your system.
Power Source
The power source controls the electric current for the arc. TIG welders can use either AC (alternating current) or DC (direct current). AC is used mainly for aluminum and magnesium, while DC is for steel, stainless steel, and other metals.
Modern TIG welders have features like:
- High-frequency start for easy arc ignition
- Foot pedal control for adjusting current during welding
- Pulse mode for better heat control
- Pre-flow and post-flow controls for shielding gas to protect the weld before and after
- Digital displays for precise amperage settings
Choosing the right power source is important. For example, if you plan to weld both steel and aluminum, you’ll need a machine that switches between AC and DC.
Tig Torch
The torch holds the tungsten electrode and directs the shielding gas. It’s designed to be lightweight and comfortable, as welders often use it for hours. Some torches are water-cooled for high-power jobs.
- Air-cooled torches are simple, lighter, and fine for low-to-medium current.
- Water-cooled torches use a pump to circulate water and keep the torch cool. These are needed for high amperage or long welding sessions.
Torches come in different sizes and shapes. Some have flexible heads to reach tight spots. The handle should feel comfortable in your hand, as you’ll be making fine movements.
Tungsten Electrode
As mentioned, the tungsten electrode makes the arc. It comes in different diameters and types. The tip must be shaped correctly—sharp for steel, rounded for aluminum.
Larger diameters are used for higher current. For thin sheet metal, a 1/16” (1. 6 mm) tungsten is typical. For thick parts, 3/32” (2. 4 mm) or larger may be needed.
Shielding Gas System
The gas system includes a cylinder, regulator, hoses, and flowmeter. It provides a steady flow of argon or other gases.
- The regulator reduces the high pressure in the cylinder to a usable flow rate.
- The flowmeter measures how much gas is coming out.
- Always check for leaks with soapy water before starting.
Filler Rods
When needed, a filler rod is fed into the weld. The type and size of rod must match the base metal for the best results.
- Aluminum rods are usually ER4043 or ER5356.
- Stainless steel rods are often ER308L or ER316L.
- Carbon steel rods are ER70S-2 or ER70S-6.
Using the wrong rod can cause weak welds or corrosion.
Ground Clamp And Cables
A ground clamp completes the electrical circuit. Cables connect the torch and clamp to the machine.
- The ground clamp must have a solid connection to clean metal.
- Loose or dirty clamps cause poor arc starts and weak welds.
Foot Pedal Or Hand Control
These allow the welder to control the current. This is important for delicate work or changing thicknesses.
- A foot pedal offers hands-free adjustment—press down for more heat, back off to cool.
- Some torches have a thumb wheel or finger switch.
| Component | Main Function | Key Choices |
|---|---|---|
| Power Source | Supplies electric current | AC/DC, amperage, pulse |
| Torch | Holds electrode, directs gas | Air/water cooled, size |
| Tungsten Electrode | Forms arc | Type, diameter, tip shape |
| Shielding Gas | Protects weld from air | Argon, helium, mixes |
| Filler Rod | Adds material if needed | Material, diameter |
| Control Pedal | Adjusts current | Foot, hand, remote |
Every part of the setup must work together. For example, a high-end torch is useless if you have poor gas flow or a bad ground clamp. Checking each component regularly prevents most problems.
Types Of Tig Welding Machines
TIG welding machines come in many shapes and sizes. The right machine depends on your needs, budget, and the metals you plan to weld.
Transformer-based Tig Welders
These are heavy, reliable, and often used in factories. They have a simple design and last for years. However, they use more electricity and are less portable.
- Good for heavy-duty, continuous welding.
- Minimal electronics—easy to repair.
- Often found in schools, workshops, and shipyards.
Their main drawback is size and weight. Moving a transformer-based welder takes effort, and they can be noisy.
Inverter-based Tig Welders
Modern inverters are lighter, use less power, and often have advanced features. They are popular for workshops, mobile jobs, and hobbyists.
- Weigh much less (sometimes under 20 pounds).
- Can run on standard household power.
- Have digital controls, memory for settings, and programmable functions.
- Arc is usually more stable.
Inverters are more sensitive to voltage spikes and need careful handling, but their flexibility makes them a top choice for many welders.
Multi-process Welders
Some machines can do TIG, MIG, and stick welding. These are flexible for people who need different methods but may cost more.
- Great for small shops with limited space.
- You can switch between processes for different jobs.
- May lack some advanced TIG features, such as AC balance or pulse.
If you only TIG weld, a dedicated machine might be better. But if you want to try multiple processes, these save money and space.
Portable Tig Welders
Small, suitcase-sized welders are great for repairs or fieldwork. They may have less power, but they’re easy to carry.
- Used by mobile repair technicians, race teams, or artists.
- Usually run on standard outlets or generators.
- Limited duty cycle (can’t weld non-stop for hours).
For small jobs or quick fixes, portability can be more important than raw power.
Digital Tig Welders
Digital controls give precise settings, memory for jobs, and better arc stability. They’re used in high-tech industries.
- Allow you to save custom settings for repeated work.
- Some have touchscreens or remote control.
- Useful for jobs where every weld must be identical.
Digital machines can seem complex at first, but they improve productivity for advanced users.
| Type | Pros | Cons |
|---|---|---|
| Transformer | Durable, reliable, simple | Heavy, high power use |
| Inverter | Light, efficient, features | More complex, costlier to fix |
| Multi-Process | Flexible, space-saving | May lack advanced TIG options |
| Portable | Easy to move, quick setup | Lower power, fewer features |
| Digital | Precise, programmable | Expensive, steeper learning curve |
Tig Welding Vs. Other Welding Processes
TIG welding isn’t the only way to join metals. How does it compare to other common methods?
Tig Vs. Mig Welding
MIG welding (Metal Inert Gas) uses a wire that feeds automatically and melts into the joint. It’s faster and easier for beginners, especially for thick metals. However, the welds aren’t as neat or precise as TIG.
- MIG is good for long, continuous welds, like car frames or fences.
- You need less skill to start MIG, but the quality may not be as high.
- MIG can handle dirty or painted metal better.
TIG welding gives better control, especially for thin metals and delicate parts. It’s slower but produces cleaner, stronger welds.
A practical example: If you’re building a steel table, MIG is faster. If you’re making a custom motorcycle gas tank, TIG gives a better finish.
Tig Vs. Stick Welding
Stick welding (Shielded Metal Arc Welding) uses a coated rod that melts into the weld. It works well outdoors and on rusty or dirty metals. It’s less precise, with more spatter and smoke.
- Stick is often used for heavy construction, pipeline, and farm repairs.
- It works in wind, rain, or dirty environments.
- Welds are not as smooth and usually need grinding or cleaning.
TIG welding needs clean metal and calm conditions but gives a superior finish.
Tig Vs. Oxy-acetylene Welding
Oxy-acetylene uses a flame from burning gases. It’s used for cutting, heating, and some welding. It’s simpler but can’t match TIG for strength or appearance.
- Good for quick repairs or cutting steel.
- Not as strong or clean as TIG welds.
- Harder to control on thin metals.
| Process | Speed | Quality | Metal Thickness | Ease of Use |
|---|---|---|---|---|
| TIG | Slow | High | Thin to medium | Harder to learn |
| MIG | Fast | Medium | Medium to thick | Easier |
| Stick | Medium | Low to medium | Thick | Moderate |
| Oxy-Acetylene | Slow | Low | Thin | Moderate |
Metals Commonly Welded With Tig
TIG welding is known for its ability to join a wide range of metals. Some popular choices include:
Aluminum
Aluminum is lightweight, strong, and used in cars, airplanes, and bikes. TIG is preferred because it can handle aluminum’s tricky oxide layer and produce shiny, smooth welds.
- Aluminum forms an oxide layer instantly in air, which melts at a higher temperature than the base metal.
- AC current “cleans” this layer during welding, preventing contamination.
- Thin aluminum sheets can be welded without distortion if you control the heat well.
Stainless Steel
Stainless steel needs clean, precise welds to keep its rust resistance. TIG welding is perfect for food, medical, and chemical equipment.
- TIG produces welds with minimal color change, keeping the metal’s natural appearance.
- You can weld very thin stainless steel without burn-through.
- For best corrosion resistance, use matching filler rod and avoid overheating.
Carbon Steel
TIG can weld thin or thick carbon steel parts, from car panels to heavy pipes.
- Welds are strong and ductile.
- Good for automotive bodywork, frames, and bicycles.
- Steel must be clean to avoid porosity or weak spots.
Titanium
Titanium is valuable in aerospace and racing. TIG welding keeps the metal pure and strong.
- Needs very pure argon and post-flow gas to prevent oxidation.
- Welded areas should be shiny silver or straw-colored. Blue or gray means contamination.
- Used for exhaust systems, aircraft parts, and medical implants.
Copper And Alloys
Copper conducts heat well but is hard to weld without contamination. TIG welding gives the control needed for electrical parts and plumbing.
- Preheat thick copper to prevent rapid heat loss.
- Use high current and pure argon.
Magnesium
Used in lightweight parts, magnesium must be welded with care. TIG’s control makes it possible.
- AC current is needed, similar to aluminum.
- Protect from air after welding—magnesium oxidizes quickly.
Exotic Metals
TIG can join nickel, brass, bronze, and many alloys. This makes it useful for custom jobs and repairs.
- Each alloy may need special settings, filler rods, or gas purity.
- Practice and testing are important for new or rare metals.
Key Advantages Of Tig Welding
Why choose TIG welding? Here are some major benefits:
- High-Quality Welds: TIG produces neat, smooth, and strong joints. There’s little to no spatter, and the finish often needs no grinding or cleaning.
- Welds can be made almost invisible, even on critical products like medical tools.
- The absence of flux or slag means less risk of trapped dirt or voids.
- Versatility: It can weld most metals, including tricky ones like aluminum and titanium.
- One machine can handle multiple jobs, from thin sheet to thick tube.
- Filler rods and tungsten types can be swapped out as needed.
- Precision Control: The welder can control the heat, speed, and amount of filler. This is important for thin materials and detailed work.
- Foot pedal or hand control lets you react instantly to changing thickness or joint fit.
- You can stop and start without leaving big marks or holes.
- No Slag or Flux Needed: The inert gas protects the weld, so there’s no need for flux or cleaning off slag.
- Clean-up time is reduced, making the process more efficient.
- Less risk of inclusions or defects in the weld metal.
- Low Smoke and Fumes: TIG welding is cleaner and safer for indoor work.
- No burning flux or coatings means less air pollution.
- Easier to see the weld pool and control your work.
- All Positions: You can weld flat, vertical, overhead, or at angles.
- With practice, TIG welders can produce good results in almost any position.
- Useful for field repairs or complex assemblies.
- Excellent for Repairs: TIG is ideal for fixing cracks, thin edges, or delicate parts.
- You can “touch up” small areas without damaging the rest of the part.
- Useful for classic car restoration, jewelry repair, and more.
TIG’s flexibility and quality make it a must-have for many industries.
Limitations And Challenges Of Tig Welding
TIG welding is not perfect for every situation. Here’s what to consider:
- Slower Process: TIG is much slower than MIG or stick welding. It’s not ideal for mass production.
- A long weld on thick steel can take hours, while MIG might do it in minutes.
- For one-off jobs or custom parts, the time is worth it.
- Skill Required: It takes time to learn. You need two hands and good coordination.
- Many beginners struggle with keeping the arc steady and dipping the filler rod smoothly.
- Watching videos and practicing “dry runs” (without the arc) helps develop muscle memory.
- Cost of Equipment: TIG welders and gas cylinders are more expensive.
- High-quality machines can cost thousands of dollars.
- Consumables (tungsten, gas, rods) also add up.
- Preparation Needed: Metals must be very clean.
- Even a small bit of oil or rust can cause porosity or cracks.
- Cleaning takes extra time, but skipping it almost always leads to problems.
- Less Effective Outdoors: Wind can blow away the shielding gas, causing defects.
- Outdoor TIG welding requires wind shields or enclosures.
- For farm repairs or pipelines, stick welding is usually better.
- Not Best for Thick Metals: For very thick parts, other methods are faster.
- TIG can weld thick steel, but it’s slow and may require multiple passes.
- MIG or stick welding is preferred for heavy structural work.
Despite these challenges, TIG is still chosen when appearance, quality, or precision are top priorities.
Tig Welding Techniques And Best Practices
To get top results, TIG welders follow certain tips and habits.
Cleanliness Is Key
Dirt, oil, and rust cause weld defects. Always clean the metal with a wire brush, grinder, or chemical cleaner. For aluminum, use a stainless steel brush.
- Never use the same brush for different metals—it can cause cross-contamination.
- Clean both sides of thin sheets, as dirt can migrate during welding.
- Wipe with acetone or alcohol, and let dry before starting.
Correct Torch Angle
Hold the torch at about 15–20° from vertical. This gives good gas coverage and visibility.
- Too steep an angle can let air in and cause porosity.
- Too flat an angle may make it hard to see the weld pool.
- Practice keeping a steady angle, even around corners or curves.
Consistent Travel Speed
Move the torch steadily. Too fast and the weld is weak; too slow and you overheat the metal.
- Watch the weld pool, not just the arc. The pool should move smoothly along the joint.
- For thin metals, go faster to avoid burn-through.
- For thick or multi-pass welds, slow down to allow proper fusion.
Filler Rod Dipping
Add the filler rod smoothly, keeping it inside the gas shield. Don’t let it touch the tungsten.
- Dip the rod at the leading edge of the weld pool, then pull it back quickly.
- If the rod touches the tungsten, stop and regrind the electrode.
- Keep the rod clean and free of rust or oil.
Control The Heat
Use the foot pedal or control to adjust the current. For thin metals, less heat prevents burn-through.
- Start with lower amperage and increase as needed.
- For multi-pass welds, let each layer cool before adding the next.
- Practice adjusting the pedal smoothly—don’t “stab” at it.
Avoid Common Mistakes
- Don’t touch the tungsten to the weld—it contaminates the joint.
- Don’t blow away the shielding gas by moving too fast.
- For aluminum, use AC current and the right tungsten tip.
- Don’t weld over dirt, paint, or rust.
- Don’t let the filler rod “burn up” outside the gas shield—it will cause black spots.
Practice Patterns
New welders often practice drawing “stack of dimes” beads. This means smooth, even bumps along the weld—like coins stacked in a row.
- Try to keep the bead width and spacing consistent.
- Vary the speed and amount of filler to see how it affects the bead.
- Practice on scrap metal before working on important parts.
Watch For Color
A good TIG weld is shiny and silver. If it turns gray, black, or brown, there’s contamination.
- Stainless steel should show minimal color change—yellow or light blue is okay, but dark colors mean overheating.
- Aluminum should look smooth and shiny, not dull or lumpy.
A helpful exercise is to photograph your welds and compare them over time to track your progress.
Credit: weldguru.com
Safety In Tig Welding
Welding always carries risks. TIG welding is cleaner but still needs careful safety steps.
Eye Protection
The arc is very bright and can cause “arc eye” burns. Always wear a proper welding helmet with the right shade lens.
- Use an auto-darkening helmet with at least shade 10 for TIG.
- Even a brief exposure can cause painful burns to your eyes.
Gloves And Clothing
Wear fire-resistant gloves, long sleeves, and pants. TIG welding gives off UV and IR radiation that can burn skin.
- Avoid synthetic fabrics—they can melt and stick to your skin.
- Leather or heavy cotton is best.
- TIG gloves are thinner than stick welding gloves for better control.
Ventilation
Even though TIG makes less smoke, metals and rods can give off fumes. Work in a well-ventilated area. Use fume extractors for some materials.
- Be careful with materials coated in zinc, lead, or cadmium.
- For stainless steel, fumes can contain hexavalent chromium, which is toxic.
Gas Cylinder Safety
Secure gas cylinders upright. Check hoses and regulators for leaks.
- Use chain or brackets to prevent cylinders from falling.
- Always turn off the gas at the cylinder when not in use.
Electrical Hazards
Never weld in wet areas. Check cables for damage. TIG welders use high frequency, which can cause shocks.
- Inspect cables before every session.
- Never touch the electrode or workpiece with bare hands during welding.
Fire Prevention
Keep flammable materials away from the welding area. Have a fire extinguisher handy.
- Sparks can travel several feet, so clear the area before starting.
- Check for smoldering materials after you finish.
A good safety habit is to develop a pre-welding checklist and stick to it for every job.
Tig Welding For Beginners: Getting Started
Interested in learning TIG welding? Here are the first steps.
Basic Equipment Needed
- TIG welder (with AC/DC if possible)
- Torch and cables
- Shielding gas (argon)
- Tungsten electrodes
- Filler rods (for your metal)
- Protective gear (helmet, gloves, jacket)
- Wire brush and grinder
- Metal coupons or scrap for practice
- Clamps and magnets to hold workpieces
Start with a simple setup—no need for expensive extras until you learn the basics.
Recommended Practice Projects
- Bead on Plate: Practice running a straight bead on flat metal, with and without filler.
- Focus on keeping the bead even and shiny.
- Try different speeds and amperage settings.
- Butt Joint: Join two pieces edge to edge.
- Use clamps to keep the pieces aligned.
- Start with thicker metal, which is easier to control.
- Lap Joint: Overlap two sheets and weld along the edge.
- Practice moving the torch so both pieces fuse together.
- Watch for burn-through on the thinner piece.
- T-Joint: Weld a piece at a 90° angle.
- Keep the torch angle steady to avoid undercutting one side.
Try each joint in different positions—flat, vertical, overhead—to build skill.
Tips For Faster Progress
- Start with mild steel—it’s forgiving and cheap.
- Practice torch and filler rod movement without striking an arc.
- Watch videos from skilled welders.
- Don’t rush—focus on steady hands and clean preparation.
- Join a local welding class or club for feedback.
- Record your settings for successful welds so you can repeat them.
- Take breaks if you get frustrated—fatigue causes mistakes.
Common Beginner Mistakes
- Using too much heat and burning through thin metal.
- Not cleaning the workpiece.
- Moving the torch or filler rod too quickly.
- Allowing gas to run out mid-weld.
- Forgetting to keep the filler rod inside the gas shield.
- Letting the tungsten touch the puddle, causing contamination.
Every welder makes mistakes at first. The key is to notice them and learn from each weld.
Advanced Tig Welding: Techniques And Applications
Once you master the basics, TIG welding offers many advanced options.
Pulse Tig Welding
Pulse mode rapidly increases and decreases the current. It helps control heat and is perfect for thin metals or out-of-position welds.
- Reduces distortion on thin aluminum or stainless steel.
- Allows better control on vertical or overhead welds.
- You can adjust the pulse frequency, background current, and peak current for different effects.
Pulse TIG is also useful for cosmetic welds, where you want a uniform bead appearance.
Walking The Cup
For pipe welding, welders rest the ceramic cup on the metal and roll it along. This gives a steady, even weld.
- Used for high-quality pipe joints in power plants or refineries.
- Requires practice to master the motion.
- Produces “stack of dimes” beads with minimal effort.
Welding Thin Materials
Set the machine to lower amperage. Use a smaller tungsten and filler rod. Move quickly to avoid warping.
- Use a backing bar (copper or aluminum) to absorb heat and prevent burn-through.
- Use pulse mode if available.
- Practice running beads on razor-thin metal for maximum control.
Welding Tubes And Pipes
TIG is ideal for round parts. Use a rotating positioner for best results. Back-purge with argon for stainless steel pipes to protect the inside.
- Back-purging fills the inside of the tube with argon, preventing oxidation.
- For critical piping, inspect the inside of the weld with a mirror or borescope.
Weld Appearance
With TIG, you can create cosmetic welds that are visible on high-end products—motorcycles, art, or kitchen equipment.
- Adjust torch movement and filler rod dipping for uniform bead size.
- Some welders use special polishing techniques to enhance the finish.
Automation
Robotic TIG welding is used for repetitive or high-precision work in factories.
- Robots can weld faster and more consistently than humans.
- Used for aerospace, automotive, and electronics parts.
- Programming the robot requires detailed setup and testing.
Tig Welding In Industry
Many industries rely on TIG welding for its quality and versatility.
Aerospace
Aircraft parts need lightweight, strong, defect-free welds. TIG is used for aluminum and titanium frames, engines, and fuel lines.
- Any defect in a weld could lead to catastrophic failure, so TIG’s precision is vital.
- Welds are inspected with X-rays or ultrasound to check for hidden cracks.
Automotive
Performance cars, race vehicles, and custom motorcycles use TIG for roll cages, exhausts, and panels.
- TIG’s neat beads are left visible on custom parts as a sign of quality.
- Used for repairing engine parts, radiators, and chassis.
Food And Medical Equipment
Stainless steel tanks, piping, and tools must be free of contamination. TIG welding meets strict hygiene standards.
- Welds are polished and inspected to avoid bacteria traps.
- No flux or slag means no chance of chemical contamination.
Art And Sculpture
Artists use TIG to join fine pieces, make smooth seams, and work with exotic metals.
- TIG allows for creative freedom with different metals and shapes.
- Many modern sculptures feature TIG-welded stainless steel or bronze.
Shipbuilding
TIG is used for aluminum and stainless steel parts in boats and ships.
- Lightweight parts improve fuel efficiency.
- Corrosion-resistant welds are essential for saltwater use.
Electronics
Small, precise welds are needed for sensors, connectors, and circuit parts.
- TIG can join very thin wires or foils without damaging surrounding parts.
The list of TIG applications grows every year as industries demand higher quality and precision.
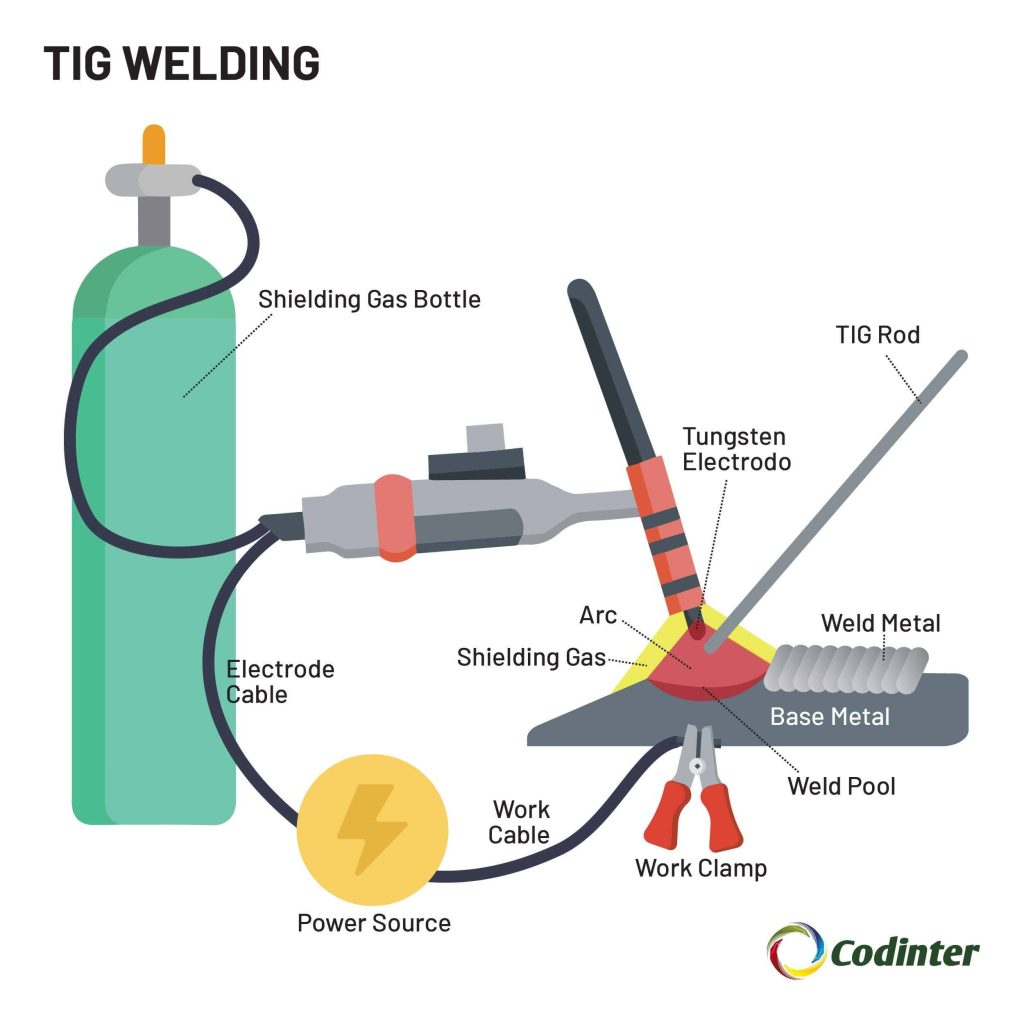
Credit: www.codinter.com
Choosing The Right Tig Welding Machine
If you want to buy a TIG welder, consider these factors:
- Type of Metals: Do you need AC for aluminum? DC for steel?
- Power Needs: What thickness will you weld? Higher amperage for thicker parts.
- Duty Cycle: This is how long the machine can weld before needing to cool down.
- For long welds or thick parts, a higher duty cycle (e.g., 60% or more) is best.
- Portability: Do you need to move the welder often?
- Inverters are lighter, transformers are heavier.
- Wheels or handles make transport easier.
- Features: Look for pulse, memory, and digital controls if needed.
- Pulse mode, high-frequency start, and pre/post-flow are helpful.
- A remote control or foot pedal is essential for fine work.
- Budget: Prices range from a few hundred to thousands of dollars.
- Buy the best you can afford, but don’t pay for features you won’t use.
- Brand and Support: Reliable brands offer better support and parts.
- Read reviews and ask other welders for recommendations.
- Check warranty length and availability of spare parts.
Before buying, test the machine if possible, or visit a shop that lets you try different models.
Tig Welding Troubleshooting
Even skilled welders face problems. Here’s how to solve common TIG issues.
Contaminated Welds
Caused by dirty metal, touching the tungsten to the weld, or poor gas coverage. Solution: Clean better, use proper technique, check for gas leaks.
- If you see black spots or gray welds, stop and fix the problem before continuing.
- Regrind or replace contaminated tungsten immediately.
Porosity (holes In Weld)
Often from air entering the weld zone. Solution: Check gas flow, tighten fittings, weld indoors.
- Porosity looks like bubbles or pinholes in the weld.
- Make sure all gas connections are tight and the flowmeter is set correctly.
- Avoid welding in drafts or wind.
Tungsten Inclusion
Happens when the tungsten melts into the weld. Solution: Use correct settings, keep tungsten away from the puddle.
- If you see tiny hard spots or odd colors, check your electrode shape and distance.
- Lower the amperage or use a thicker tungsten.
Poor Arc Start
May be caused by a dull tungsten or wrong settings. Solution: Sharpen the electrode, check machine.
- High-frequency start works best with a sharp tungsten.
- Make sure the ground clamp is secure.
Cracks
Caused by too much heat or cooling too fast. Solution: Lower current, allow weld to cool under gas.
- Cracks can appear after welding or during cooling.
- For thick parts, preheat the metal and let it cool slowly.
Other issues include:
- “Wandering arc”: Usually caused by a dirty or poorly shaped tungsten. Regrind the tip.
- “Blowholes” in aluminum: Often from moisture in the filler rod or base metal. Store rods in a dry place.
Keep a troubleshooting log to track what works—and what doesn’t—on different jobs.
Tig Welding Certification And Careers
Many welders seek certification to prove their skills and get better jobs.
Certification Bodies
- American Welding Society (AWS)
- The Welding Institute (TWI)
- Canadian Welding Bureau (CWB)
Each organization has its own tests and requirements. Certifications are respected by employers and show you can meet industry standards.
Types Of Certifications
- Basic TIG plate test (steel, stainless, aluminum)
- Pipe welding test (various positions)
- Specialty tests for aerospace, nuclear, food industries
Tests often require you to weld a specific joint, position, or thickness. The weld is then inspected visually and by X-ray or bend test.
Career Opportunities
Certified TIG welders work in:
- Aerospace manufacturing
- Shipbuilding
- Automotive repair and racing
- Medical equipment fabrication
- Oil and gas pipelines
- Custom metalwork and art
Wages vary by industry and experience. Skilled TIG welders are in high demand for their precision.
A certified TIG welder can earn more than general welders, especially in high-tech or hazardous industries. Some welders become inspectors, trainers, or supervisors.
The Future Of Tig Welding
TIG welding continues to evolve. New machines are smaller, smarter, and easier to use. Automation and robotics are growing, but skilled human welders are still needed for custom and critical jobs.
Research is looking at new shielding gases, electrode types, and digital monitoring for even better welds. Green welding—using less energy and fewer fumes—is a goal for many companies.
In the future, you may see:
- Smart machines that adjust parameters automatically.
- Augmented reality training for new welders.
- Real-time weld quality sensors.
- More battery-powered or portable TIG welders.
Despite new technology, the basic skills and attention to detail will always be in demand.

Credit: fractory.com
Two Non-obvious Insights For Tig Welding
- Tungsten Electrode Preparation Matters More Than Most Think: The shape, cleanliness, and even the grinding direction of your tungsten electrode can dramatically affect your arc stability and weld quality. Always grind electrodes lengthwise, not around the tip, to promote a stable arc.
- Shielding Gas Post-Flow Is Crucial: After you finish a weld, keep the gas running for a few seconds. This “post-flow” protects the cooling weld from air, preventing oxidation. Skipping this step can ruin an otherwise perfect weld.
Both of these steps are often ignored by beginners, but they make a huge difference in weld appearance and strength.
Where To Learn More About Tig Welding
For more in-depth reading, you can visit the Gas Tungsten Arc Welding Wikipedia page for technical details and history.
Many welding schools, local colleges, and online platforms also offer hands-on courses and video tutorials for every skill level.
Frequently Asked Questions
What Is The Main Advantage Of Tig Welding Over Other Methods?
TIG welding offers the most precise control and produces the highest quality, cleanest welds. It’s ideal for thin or delicate metals and for jobs where appearance matters.
Can Tig Welding Be Used On All Metals?
TIG welding works on most metals: steel, stainless steel, aluminum, copper, titanium, magnesium, and even some exotic alloys. The right settings and preparation are important for each metal.
Is Tig Welding Hard To Learn?
TIG welding has a steep learning curve. It requires good hand-eye coordination and practice, as you must control the torch, filler rod, and sometimes a foot pedal. However, patience and proper technique make it possible for anyone to learn.
What Is The Best Shielding Gas For Tig Welding?
Pure argon is best for most TIG welding, especially for aluminum and stainless steel. Sometimes, argon is mixed with helium for deeper welds or special applications.
Why Does My Tig Weld Turn Gray Or Black?
A dark, dull weld usually means contamination—often from poor gas coverage, dirty metal, or the wrong technique. Make sure to clean your workpiece, check the gas flow, and keep the filler rod inside the gas shield.
TIG welding is a skill that rewards care, patience, and attention to detail. With the right knowledge and practice, you can create strong, beautiful welds for any project or career.
Note: ElectroWeld is reader-supported. If you click a link and buy something we may receive a small commission at no extra cost to you., learn more on disclaimer.
Walton M. Edwards was born in 1994 in a coal mining town, he has worked as a welder, a hardware salesman, and as a pipe fitter and has been employed as a laborer for about fifty years. Walton is a native of Wabash County in Indiana, but he now resides in Bloomington, Indiana.